柔性版印刷機的主要部件
日期:2020-09-09 16:05 作者:admin
當前柔性版印刷機發展較快,既能進行多色套印,又能進行模切、覆膜、打孔、裁切等多種功能,可對紙張、紙板、塑料薄膜、不干膠等不同承印材料實現精美印刷,因此現代柔印機不僅具備多色的基本印刷機組,以及具備給紙部、輸墨系統、滾筒部件、干燥冷卻部和收料部等之外,還可增設連線加工裝置(如模切、覆膜等)、自動調節和自動控制系統以及其他輔助裝置等,以滿足當前印刷技術發展的需要。
但是不論柔印機如何發展,柔印機各印刷機組必須由兩部分組成,即滾筒部件和輸墨系統。
印刷部件
柔性版印刷機的特點之一是可以印刷不同縱向長度的圖文,因此,柔性版印刷機一般都配有一套與常用印件規格相應的印版滾筒。對于層疊式或機組式柔性版印刷機,壓印滾筒的直徑較小,結構比較簡單,而衛星式柔性版印刷機上的壓印滾筒因尺寸較 作條件特殊,其結構有多種形式,相對復雜。
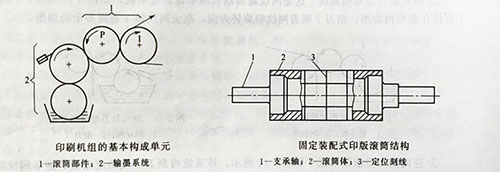
印刷機組的印刷部件主要包括印版滾筒和壓印滾筒。印版滾筒與壓印滾筒直接壓印,完成圖文印劇,滾筒的精度對印刷質量有著直接的、重要的影響,因此滾筒的加工要求非常精密。為提高滾筒部件運動的平穩性,滾筒傳動齒輪一般采用小壓力角的斜齒輪,并采用外側傳動方式。
1.印版滾筒印版滾筒體一般采用無縫鋼管。與其他印刷機的印版滾筒一樣,由滾筒體、滾枕、滾簡傳動齒輪等組成。
印版滾筒的形式根據滾筒體的結構特點不同,主要有兩種形式,即整體式和磁性式。
整體式印版滾筒:采用整體式的滾筒結構,對于卷筒紙柔性版印刷機,其滾筒體不設空當。裝版時用雙面膠帶將印版粘貼在印版滾簡體表面。
磁性式印版滾筒:滾筒體表面由磁性材料制成,而印版的版基層為金屬材料,裝版時將金屬版基的印版靠磁性吸引力直接固定在印版滾筒體上。
下圖為固定裝配式印版滾筒的結構圖 這種結構時,滾筒體2與兩端支承軸采取過盈配合,加熱后裝配為一體,然后對滾筒體及支承軸進行切削、磨削加工,以精確保證兩者的同軸度。在滾筒體表面沿軸向和周向還加工有若干條淺細的定位刻線3,作為粘貼印版時的定位基準。機加工后,滾筒體表面鍍上一層硬鉻,以防銹蝕,并提高表面光潔度。
柔性版印刷機一般都配有20根甚至更多的直徑不一的印版滾筒,以得到各種尺寸的重復印刷長度,適應印件規格的需要。
2.壓印滾筒
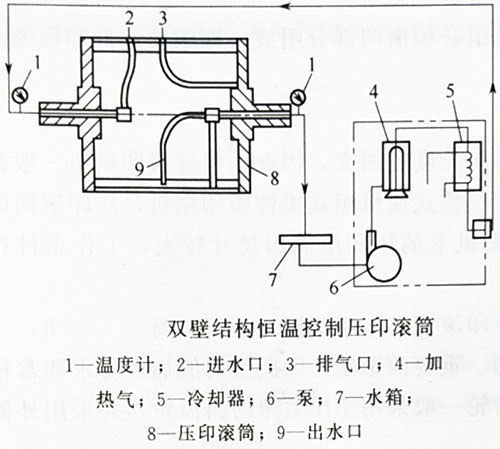
①衛星式柔性版印刷機的壓印滾筒壓印滾筒是這種機型的核心部分,大多采用鑄鐵 壓印滾筒材料,少數由鋼輥制成。現代高速印刷機大多采用雙壁式結構,雙壁腔內與冷卻水循環系統相連接,以詞節和控制滾筒體的表面溫度,如圖。
②機組式和層疊式柔性版印刷機的壓印滾筒壓印滾筒的構成與印版滾筒基本相似。對壓印滾筒的基本要求主要包括兩個方面 方面,壓印滾筒的印刷直徑應等于印版滾筒的印刷直徑,這是消除重疊印、光暈和臟版等故障的基本措施;另一方面,應嚴格控制壓印滾筒的加工精度,以實現理想的印刷壓力。
由于柔性版和承印材料的厚度都有誤差存在一定的不平整性,為了保證柔性版在整個幅面上都接觸到承印材料,就要增加印刷滾筒對承印物的壓力。柔性版本身有彈性,當受到垂直壓力作用時,柔性版就會在水平方向膨脹變形,導致承印物上的實際著墨面積比理想面積大。另外柔性版上網點頂部的油墨受到柔性版和承印物的擠壓也會沿網點的邊緣向外擴張。壓力越大,擴展越嚴重,由于油墨的吸光特性和承印物的光散射作用,會形成擴散暈影使印張上的網點比原版上的網點面積大。柔版印刷中應該盡量保持“零壓力”,一般來說壓 力控制在1~3kgf/cm2(約0.1~0.3MPa)。
輸墨系統
柔性版印刷機的輸墨系統,類型較多,一般采用短墨路系統。
(1)形式及其特點
①雙輥型輸墨系統這是現在柔性版印刷機的基本模型,如圖212所示。墨斗輥1和網紋輥2以不同的線速度轉動,傳遞油墨。
一般情況下,墨斗輥的表面線速度低于網紋輥表面線速度,使墨斗輥在向網紋輥傳墨的同時,還具有刮去網紋輥上多余油墨的作用。
②順向刮刀型輸墨系統這是網紋輥加刮刀的單輥輸墨系統,如圖2-13所示。網紋輥1直接在墨槽內著墨,刮刀2順著網紋輥旋轉方向,刮去網紋輥1表面多余的油墨
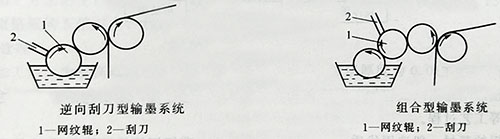
③逆向刮刀型輸墨系統如圖2-14所示,該系統將刮刀2反角度安裝,逆著網紋輥1方向在網紋輥上刮墨。
這種方法可以減少刮刀刮墨時對網紋輥的磨損,保證網紋輥的精度,使網紋輥可靠使用期延長,并可除去網紋輥表面微小異物,防止網眼堵塞。使用正向刮刀,刮刀角度為60°~65°,油墨在液體壓力的作用下堆積起來,容易損壞刮刃;而使用反向刮刀,角度減少到30°~40°,消除了堆積現象。
④組合型輸墨系統這種方式是前三種的綜合型,具有它們各自的特點,如圖所示。刮刀的安裝方向可以是正向,也可以反向。墨斗輥與網紋輥1可以同步,也可以不同步,由網紋輥和刮刀來準確地控制供給印版的墨量。
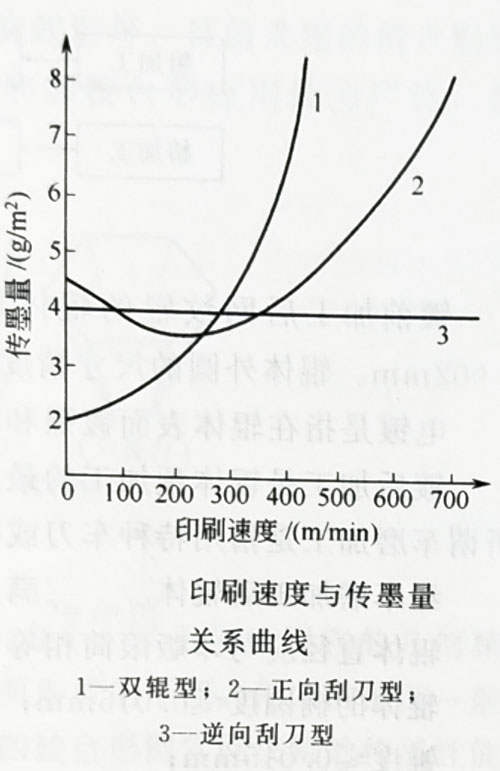
(2)輸墨系統的輸墨性能對上述幾種輸墨系統分別進行印刷試驗發現,當改變印刷速度時,測定各輸墨系統的傳墨量,得到印刷速度與傳墨量變化的關系曲線,如圖所示。
由此可以得出如下結論
①采用雙輥型輸墨系統,當印刷速度小于200m/min時,印刷速度對傳墨量的影響較小,當印刷速度由200m/min增加到400m/min時,印刷速度增加1倍,傳墨量則增大到3倍左右,這說明印刷速度對傳墨量將產生很大影響,其輸墨性能較差。
②采用正向刮刀型輸墨系統,印刷速度提高,對傳墨量產生一定影響,但影響并不十分顯著,特別是當印刷速度小于500m/min的范圍內,其輸墨性能較好。
③采用逆向刮刀型輸墨系統,無論印刷速度如何變化,其傳墨量基本保持穩定,說明其輸墨性能最佳。因此,對于網點印刷應采用逆向刮刀型輸墨系統。
(3)輸墨系統的離合裝置在柔性版印刷中,由于使用速干型油墨,當印版滾筒與壓印滾筒離壓時,輸墨系統不應停止轉動,否則,網紋輥上的油墨層就會固化。因此,當印刷滾筒一旦離壓,輸墨系統應繼續處于回轉狀態,但網紋輥相對于印版滾筒來說,則應處于離壓位置,為此,網紋輥應設離合壓裝置。